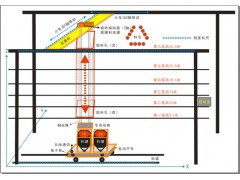
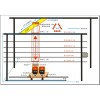





矿热炉车间料罐倒运自动控制系统,实现无论上料、下料、到位都由系统自动,完成,运行过程中无需人为干预,只需在初始步时,操作人员正确选择现场状态,如加入哪个料仓、再按下自动启动即可,整个过程实现自动控制。现场结构见图 1系统控制结构图。系统工作示意图见图 2 起重机循环调运示意图。
广泛用于特种钢铁镍鉻合金,回转窑矿热炉系统,初炼,精炼 焙砂倒运系统。
图 1系统控制结构图
图 2 起重机循环调运示意图
实现的功能:
1. 满足起重机每个工作循环13分钟(满足两个料仓卸料),每小时4个工作循环,每天运行24小时,每周7天,全年365天运行,并能完成正常维修吊运需求。
2. 起重机运行到料罐吊装孔料罐起吊位置时,料罐在下降与起升整个行程中的最大偏摆幅度值在±150mm范围内;起重机所吊重物以电控方式防摇。
3. 起重机在料罐正常倒运的工作循环时间内,在料仓装料平台上,起重机在空载与重载的情况下,料罐在下降与起升整个行程中的最大偏摆幅度值在±30mm~±50mm范围内。
4. 起重机大车与小车、电动平车运行定位精度为±10mm。
5. 料罐在放置于电动平车或料仓时,速度为0m/s,避免对料仓或电动平车的冲击。
6. 料罐的焙砂在一个料仓中不能卸完,起重机可以自动寻找下一个可以卸料的料仓。
7. 系统能够自行判断是否将料罐降落并放置与电动平车上。
8. 设备可在环境温度60℃下运行。
9. 实现安全性、稳定性、可靠性,保证起重机的安全运行。
自动控制核心点:
1. 位置检测:电动平车自身取料,起重机调运重罐和回放空罐,起升高度检测;
2. 专用吊具:自动挂钩和摘钩;
3. 防摇摆:料罐重载或空载时穿过六层楼板的5米方孔提升或回放32米,取料孔到料仓运行;
4. 料重检测:料罐重载和空载判断,加料重量;
5. 软件思想:工作循环13分钟时间控制,自动寻找需要卸料的料仓,防摇摆控制。
三种操作控制方式(能够切换):
A. 驾驶室联动控制台操作:最原始的由司机根据经验在驾驶室人眼定位操作。
B. 遥控器操作:比较灵活的由操作人员拿着遥控器在人眼所及位置操作。
C. 中控室操作:为全自动化操作。在正常工况下,中控室发出系统启动指令后,起重机能够按输入的坐标吊运负载到指定的位置,自动完成整个工作循环。中控室人机界面为液晶显示器与键盘、鼠标。人机界面以图像与数据的形式指示起重机大、小车、电动平车、吊具的位置。料仓的料位和料重信号传至中控室供系统调用。
起重机的三种控制方式选择在起重机司机室进行,在进行控制方式切换时,只有选择为“自动”时,才能进行自动运行控制,该控制方式在上位机上进行。当起重机上选择“自动”时,上位机可以选择“远程自动”和“远程手动”两种方式。远程自动时,当起重机满足自动运行条件,可以在上微机启动自动运行,这时起重机将自动进行取料、加料、放空罐等循环动作。远程手动时,用户可以输入一个坐标,起重机自动走行至该处;也可以对各机构手动选择速度和走行方向来控制。
起重机和料罐车间的动作通过通讯来协调,实现自动取料罐和放空料罐的动作。
起重机出现紧急情况时,可以在上微机上按下急停按钮来紧急停车。为防止自动时设备失控,自动控制系统对通讯状态进行实时监视,一旦通讯异常,则起重机和自动控制系统的PLC均会自动紧急停车,确保系统运行的安全
涉及软硬件:
上位机软件,起重机大小车定位,电动平车定位,吊具高度检测,吊具,PLC变频器,电子称,信号传输(位置信息、重量信息)-无线,供电等
上位机软件:采用
起重机大小车定位,电动平车定位采用刻度标尺精确定位系统。
吊具高度检测采用旋转编码器来检测。
吊具采用自动摘钩和挂钩功能,防摇摆功能。
第7章 联系方式
更详细资料请联系:
宜昌索尔德自动化科技有限公司
Yichang sold Automation Technology Co.Ltd.
地址:湖北宜昌市高新技术开发区城东大道10-6-108号
邮政编码:443000
24小时热线:18671740040 余小姐
办公电话:0717-6566110
邮箱:18671740040@163.com
QQ:984977709 群:292452310
网址:http://www.ycsold.cn





